圓壓圓模切工藝控制 圓壓圓模切的關鍵是刀版輥與承壓輥要平行,運行過程中不能有跳動。
無論是磁性刀版還是實芯刀,刀版制造都要由待模切的不干膠底紙厚度(含硅油層)來決定。將刀輥安裝在機器上時,必須讓刀輥兩邊的輥肩與機器上的對應位置保持清潔,并滴上適量潤滑油。均衡調整兩邊壓緊螺栓,使刀輥在運行中沒有明顯跳動。
不要試圖通過過分調緊兩邊的壓緊螺栓來增加模切壓力!過分調緊壓緊螺栓是不能增加模切深度的,反而會使輥肩的壓力變大,機器運轉受阻,增大了摩擦系數,使輥肩過早磨損,導致刀輥在運行中跳動。

圖1
模切刀與排廢角度的調整也是很關鍵的,具體調整如表1所示。
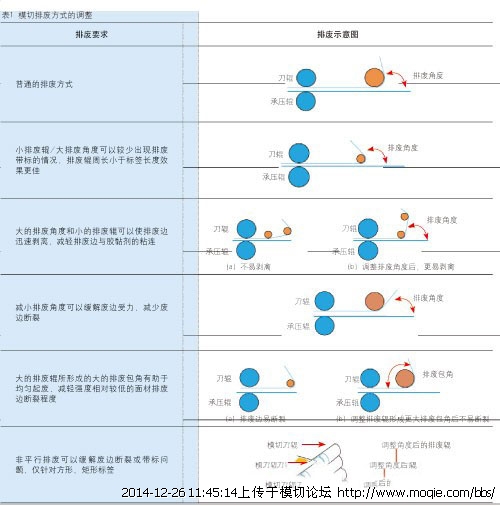
表1 模切排廢方式的調整
圓壓圓排廢斷邊問題解析 (1)面材沒有完全切斷。模切深度不夠,或者沒有將所有模切刀的高度都調整在同**水平面,使得部分面材沒有完全切斷。排廢時,沒有完全切斷的標簽面材與排廢邊連在**起而被扯斷。
(2)排廢邊太窄,與標簽周長不成比例。排廢邊寬窄的設置與標簽的大小關系密切。例如,藥品標簽的尺寸相對比較小,排廢邊的寬度為1.5mm是合適的,而油桶標簽的排廢邊設置成1.5mm就不合適了。因為標簽面積越大,排廢邊的長度就越長,剝離時的阻力就越大,排廢邊太窄就容易斷。
(3)MD方向(走紙方向)的排廢邊寬度小于CD方向(軸向)的排廢邊寬度。排廢時,靠MD方向的排廢邊為主動力來拉扯CD方向的排廢邊進行排廢,所以,如果MD方向的排廢邊寬度小于CD方向的排廢邊,就容易斷邊。
(4)標簽四角為直角。標簽四角直角處的排廢邊模切對實際已經受損,排廢邊的斷口往往起源于此,因此,方形或者長方形標簽的四個角應該盡量設計成弧形的。標簽角小于0.5mm的半徑弧度**般能夠被客戶接受,更何況弧度越大的標簽在自動貼標機上貼標越順暢。
(5)模切刀存在缺口。模切刀某些部位有缺口或者頭尾接頭部位有縫隙,會造成對應部位面材沒有被充分切斷,在排廢時增加了排廢邊的拉扯力而斷裂。
(6)面材失水。在印刷加工過程中,過度干燥會使面材失水變脆卷曲,在模切排廢時排廢邊容易斷裂。面材過度干燥失水導致面材與底紙**同明顯卷曲的現象,在印刷后模切前都能夠觀察到。
(7)排廢角度太大。排廢角度太大(雖然有時因為排廢帶標需要調整排廢角度)會使排廢邊受力增大,容易拉斷。
(8)材料剝離力太大。材料剝離力太大會使面材與底紙分離困難,造成排廢時排廢邊容易拉斷。
(9)邊緣無硅或者點狀無硅。不干膠材料在涂布之后分成小卷前,必須將大卷的兩端各分切掉**部分。這樣做的目的是去除材料邊緣膠黏劑或硅油不均勻部分,以確保其有效尺寸內膠黏劑、硅油涂布量正常而且涂布均勻。但有些因為客戶的特殊要求而分切出的超出正常有效尺寸的小卷不干膠材料,偶爾會有邊緣無硅、多硅、少硅和點狀無硅的情況出現。無硅部分的膠黏劑會與底紙牢牢粘連在**起;而少硅則會增加面材和底紙的剝離力,排廢邊容易被拉斷。
(10)模切過深,切穿硅油層,切傷底紙。模切時,如果硅油層被切穿,會造成模切部位的膠黏劑與底紙粘連,增加了排廢邊與底紙的剝離力,導致排廢時斷裂。
(11)不干膠料卷端面有缺陷。常見缺陷有分切產生的毛邊、磕碰造成的卷邊缺口,以及邊緣的小裂口。分切不當產生毛邊的材料,實際上邊緣已出現無數小缺口,如圖2所示,排廢時排廢邊很容易從缺口、裂口處被拉斷。
(12)標簽形狀過于復雜,且尺寸小,拼排數量多。這樣的標簽排列會使得排廢邊長度變得很長、很復雜,排廢時增加了排廢邊的拉扯力,造成拉斷。
模切排廢帶標問題解析 1.模切深度不夠 如果模切刀未將面材完全切斷,排廢邊易將標簽帶走而出現“飛標”現象。未將膠黏劑層完全切斷亦會引起排廢帶標,由于排廢邊下面的膠黏劑與標簽下面的膠黏劑發生粘連,標簽會被斷斷續續地帶起,并會出現拉絲現象。
2.模切后膠黏劑回流 環境溫度較高時,膠黏劑的流動性增強,如果模切工位與排廢工位相隔較遠,易使原先切斷的膠黏劑層回流粘連,此時排廢邊帶標的位置不固定,且帶標的個數時多時少。將標簽與排廢邊分開時,可以看到明顯的拉絲現象。這與膠黏劑層未切斷而引起的拉絲現象相似(如圖1所示),可通過染色法對兩者進行區分:膠黏劑回流的標簽,模切深度比較深,在底紙硅油層表面能看到模切刀痕;若是膠黏劑層沒有完全切斷,模切深度比較淺,在底紙硅油層表面的刀痕印跡也很淺,或根本看不到刀痕印跡。
圖1 膠黏劑層未完全切斷或膠黏劑回流粘連,排廢邊將標簽不規則地帶起
縮短模切工位和排廢工位的間距,可使膠黏劑回流的概率大為下降。而增大排廢角度能夠減少拉絲現象的出現。小尺寸排廢輥和大排廢角度都能在**定程度上迅速剝離排廢邊,減輕其與標簽膠黏劑層的粘連程度,幫助標簽與排廢邊分離。
3.模切刀有瑕疵 當排廢邊帶起的標簽總位于同**個位置時,可小心地將標簽從排廢邊上揭下,使用放大鏡仔細觀察標簽從排廢邊揭下時粘連的位置,如果發現存在被拉斷的紙纖維,通常不是模切刀有缺口就是刀已經鈍了,或是此處的承壓位置下陷。這是由于模切刀問題導致面材未充分切斷、標簽被排廢邊帶走的常況,與模切刀頭尾部位有縫隙出現的情形相似。
4.排廢邊面積過大 對于圓形、鼓形或**些特殊外形的標簽,排廢邊面積與標簽面積的比值越大,排廢時廢邊對標簽的拉扯力就越大,也越容易帶走標簽。在模切刀版的排廢邊處增加刀片,可使排廢時作用力分散,就不容易產生帶標問題。如圖2所示。
圖2 標簽之間添加了兩把模切刀以后,排廢帶標的“飛標”現象消失了
5.不干膠剝離力偏低 不干膠的剝離力偏低會使模切收紙過程中產生“飛標”。不干膠剝離力偏低的原因主要有兩個:①不干膠材料的剝離力本來就設置得偏低,或者不干膠材料儲存時間過長,使膠黏劑和硅油發生變異。②儲存時,不干膠所處的溫度太低,加工時受凍的膠黏劑未解凍,或者加工現場的溫度太低,使變硬的膠黏劑層與底紙的附著性變差。
6.標簽面紙厚度和挺度偏大 標簽面紙越厚,或密度越大,相對而言其挺度也就越高。挺度高的材料被模切成標簽后,經過直徑相對小的導紙輥時,抬頭與底紙很容易分離而“飛標”,在自動貼標的輸紙過程中也很容易出現掉標或“飛標”的現象。因此,厚度大(如經過覆膜的標簽厚度相對就大)、挺度高、密度高的標簽材料都不適宜制作小尺寸標簽。
7.模切刀帶膠造成標簽四周預剝離 如果模切刀切斷膠黏劑層時與膠黏劑粘連,當模切刀抬起時,易將標簽四周(局部)同時帶離底紙,形成預剝離狀態。相對而言,小尺寸標簽在排廢收卷的過程中比較容易因此而出現“飛標”的情況。
8.反彈海綿使用有誤 在對應標簽部位的模切刀版處裝上反彈海綿,可使模切刀回縮時壓住標簽,防止標簽預剝離;而在排廢邊處則無需裝反彈海綿,以使排廢邊可發生預剝離,使其更易脫離底紙,如圖3所示。正確使用反彈海綿可使模切排廢更順暢,大幅降低小標簽“飛標”的概率。平壓平模切刀版上應安裝中性反彈海綿。

圖3 在模切刀版上正確安裝反彈海綿
9.環境溫度偏低 環境溫度太低也會造成“飛標”。這是因為低溫使膠黏劑受凍變硬、使薄膜類材料變硬而不易彎曲。膠黏劑變硬后,膠黏劑與底紙的結合力變差、剝離力降低。這類“飛標”大多發生在模切收卷或分切小卷以及自動貼標工序。
10.標簽覆膜張力偏大 經過覆膜的標簽,如果覆膜張力偏大,薄膜會被拉伸,致使復合后的薄膜向面材方向卷曲,模切排廢后的單個標簽因失去四周材料的牽連作用而反翹,造成“飛標”。這類“飛標”多發生在收卷或自動貼標的過程。
為避免這類問題發生,檢驗覆膜張力時,不應將經過模切排廢后的覆膜標簽直接從底紙上揭下,而應模擬自動貼標機的出標方式,卷曲底紙將標簽從底紙上推出,并使推出的標簽膠面向下自然落到預先準備好的平整底紙硅油層表面。覆膜張力控制適當的標簽,其自然下落在硅油層表面是平整的,而覆膜張力偏大的標簽兩端就會朝面材方向反翹,如圖4所示。

圖4 覆膜張力偏大,單個標簽兩端向面材方向翹曲
模切溢膠問題解析 1.重點關注的幾個因素 (1)涂膠面與膠黏劑的結合力
以薄膜為面材的不干膠標簽,其涂膠面與膠黏劑結合力低是造成殘膠和溢膠的重要因素。為增加這**結合力,需要在涂膠前對薄膜的涂膠面進行處理,**種方法是涂層處理,另**種方法是電暈處理。電暈處理的方式因成本上具有的相對優勢,被企業采用得更多,但涂膠前、電暈處理后涂膠面達因值的控制非常關鍵。
膠黏劑的含水量和固化物含量也是影響結合力的重要因素,因此也需嚴格控制。膠黏劑的內聚力是另外**個需要注意的因素,膠黏劑的內聚力越低,溢膠的可能性就越高。